How to prepare your steel for the hot dip galvanizing
The corrosion protection of genuine quality starts at the design stage of the steel structure. The design, chemical composition, thickness, roughness and quality of the base material are all the factors that will significantly affect the appearance, layer and structure of the zinc surface.
Once you decide to treat your steel product with hot dip galvanizing, you should follow the technical recommendations below. This is the only way to achieve the best results.
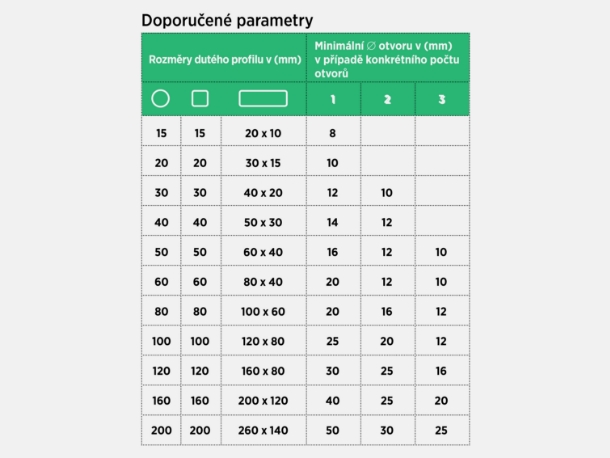
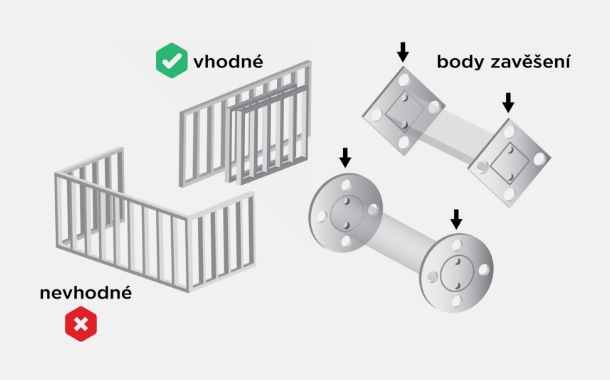
All the structures to be galvanized should be made to be easily suspended and immersed in the zinc bath and therefore must have suitable process openings. See below for examples of the structures suitable and unsuitable for hot dip galvanizing and our tips on what to look out for when designing and modifying structures.
Don't forget about the inlet and outlet openings. Watch out for the "dead" corners and angles
Due to the high risk of material explosion, it is essential that structures are provided with the suitable inlet and outlet openings. Their arrangement and size affect the quality of the hot-dip galvanizing.
Further examples of the suitable and unsuitable drain holes
We do not recommend the open (bulky) structural parts
Opened building parts cause problems in both galvanizing and transport. Galvanizing the straight building parts is of better quality and more economical for both the supplier and the customer of hot dip galvanizing.
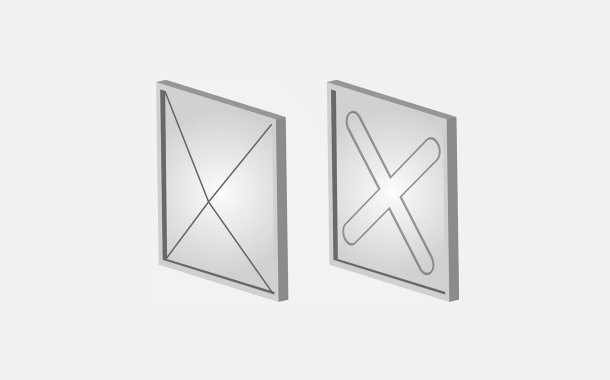
Prevent deformations
Do not forget the risk of stress (stretching) of the material when immersed in the zinc bath (approx. 450 °C). For example, we recommend galvanizing the sheet metal, expanded metal and square-tube frames separately.
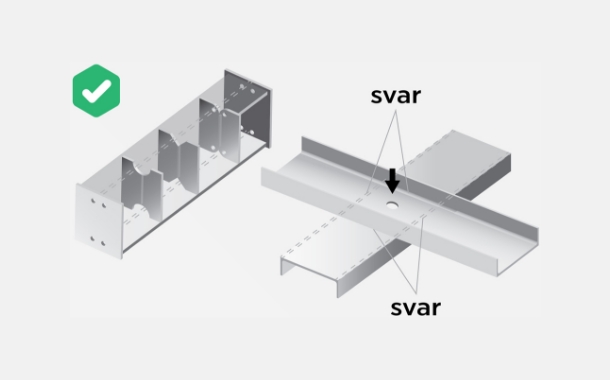
Pay attention to the proper venting of a double material
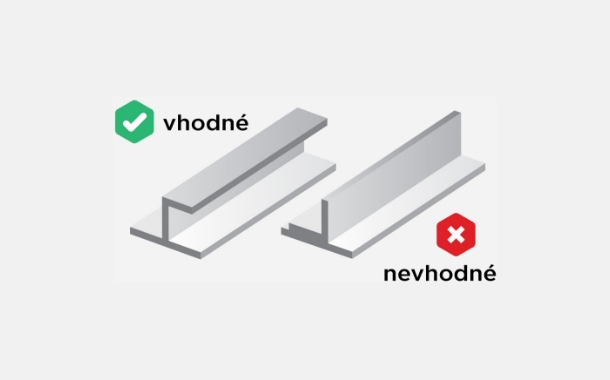
Do not weld profiles flat
We recommend avoiding the use of material with a different wall thickness.
Allow for hanging
We recommend to position the inlet and outlet openings in a vertical plane with the holes for hanging.
2. Other technical recommendations before galvanizing
caution
Residues of flux and zinc ash may be deposited on the improperly constructed parts.
The variety of construction (sheet metal, profile steel of different thickness) causes different surface appearances and possibly thermal deformation during cooling. It is therefore advisable to galvanize the sheet metal components separately.
The laser or plasma baked products must have descaled, deburred edges and ground burnt surfaces. This will ensure better adhesion of zinc to the product edges.
For cold-formed profiles, the zinc coating may be thickened in the strips along the direction of drawing. The anti-corrosion properties of the coating are not compromised in any manner.
Consult galvanizing steel parts that are close to or exceed the size of the zinc bath with the production manager in advance.
Please also inform us about the subsequent surface treatment of the material (duplex, - painting, komaxit application, etc.) or the necessary preservation of functional surfaces of the structure.
Not suitable for galvanizing
Paint on the material to be galvanized
Extremely greasy or preserved material
Deep corrosion
Slag (electrode), glass melt (Co2), gaps, pores and undercuts in welds
Inadequate design solutions, e.g. combining the materials with too different thicknesses
It is not advisable to use silicone-containing products when welding. We recommend that you consult our galvanizing plant for the welding process separators (e.g. Spectra WT 20, Spectra Weld LP 101).
Varnish markers are not ideal for the hot dip galvanizing - the alcohol or water based markers are recommended.
3. Function of the material composition and silicon content in steel
The overall outcome of the hot-dip galvanizing process greatly influences the exact chemical composition of the steel to be galvanized.
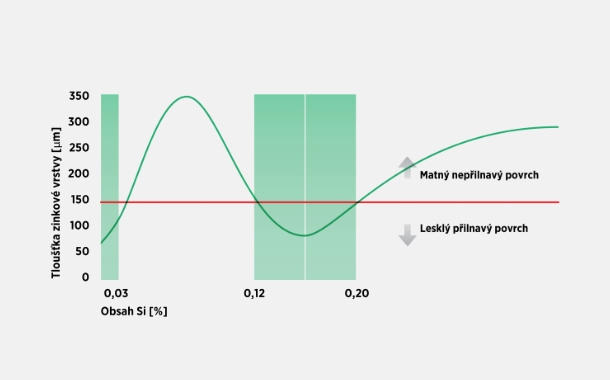
Sandelin curve
Hot-dip zinc coatings deposited on the low-silicon (up to 0.03%) low-reactive steels are characterized by a fine structure and good mechanical resistance.
It is clear from the Sandelin curve that the critical silicon contents (i.e. unsuitable for galvanizing) are in the intervals of 0.03 % to 0.12 % and further above 0.25 %. These silicon contents result in increased reactivity of iron with zinc, and the coating thicknesses of such steels take on extreme values.
Very thick coatings are characterized by their reduced adhesion to the steel and a high risk of the zinc layer delamination.
We will be happy to advise you
When you need to discuss your order with an expert.