Skutečně kvalitní ochrana proti korozi začíná již ve fázi návrhu ocelové konstrukce. Konstrukční řešení, chemické složení, tloušťka, drsnost a jakost základního materiálu, to vše jsou faktory, které významně ovlivní vzhled, vrstvu a strukturu zinkového povrchu.
Jakmile se rozhodnete ošetřit váš ocelový výrobek pomocí žárového zinkování, měli byste dodržet následující technická doporučení. Jen tak dosáhnete nejlepších výsledků.
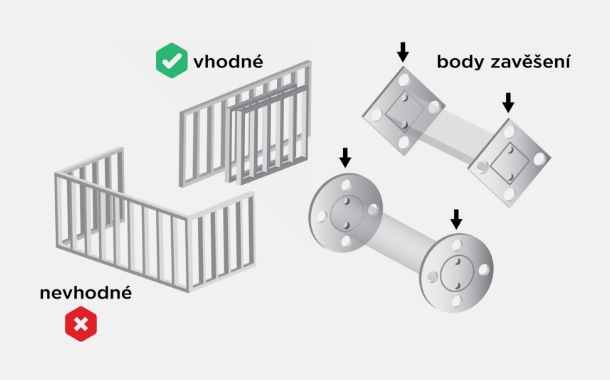
Všechny konstrukce určené k zinkování by měly být vyrobeny tak, aby se daly dobře zavěsit a ponořit do zinkové lázně a tím pádem musí mít vhodné technologické otvory. Níže si prohlédněte příklady konstrukcí vhodných a nevhodných pro žárové zinkování a seznamte se s našimi tipy, na co si dát při návrhu a úpravách konstrukcí pozor.
Nezapomeňte na vtokové a odtokové otvory. Pozor na „mrtvé“ rohy a úhly
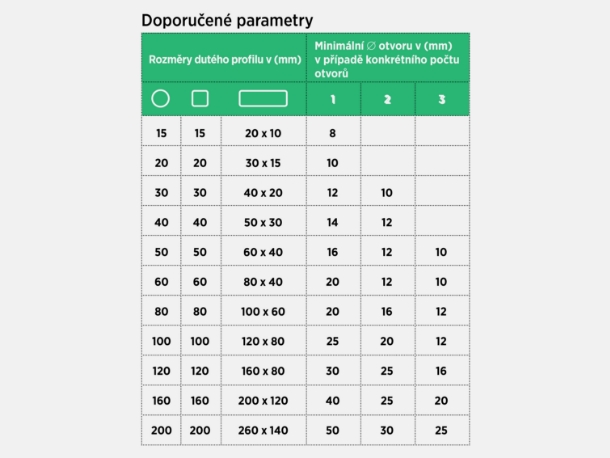
Z důvodu velkého nebezpečí exploze materiálu je nutné, aby konstrukce byly opatřeny vhodnými vtokovými a odtokovými otvory. Jejich uspořádání a velikost ovlivňuje kvalitu žárového pozinkování.
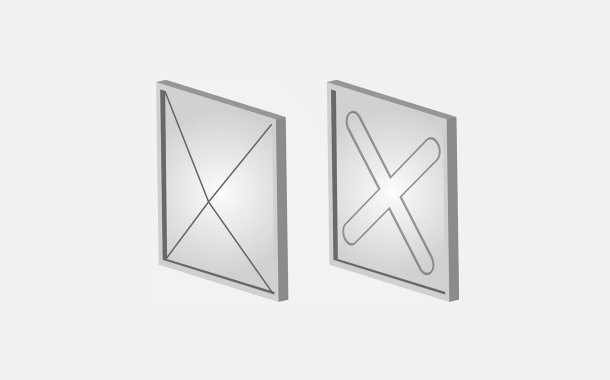
Další příklady vhodných a nevhodných odtokových otvorů
Nedoporučujeme rozevřené (neskladné) stavební díly
U rozevřených stavebních dílů dochází k problémům jak u pozinkování, tak u přepravy. Pozinkování rovných stavebních dílů je kvalitnější a hospodárnější jak pro dodavatele, tak i odběratele žárového zinkování.
Předcházejte deformacím
Nezapomeňte na riziko pnutí (roztažení) materiálu při ponoru do zinkové lázně (cca 450 °C). Např. plechy, tahokov a jeklové rámy doporučujeme zinkovat samostatně.
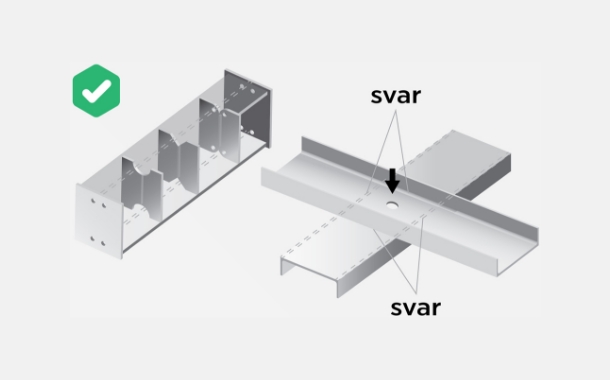
Pozor na správné odvzdušnění dvojitého materiálu
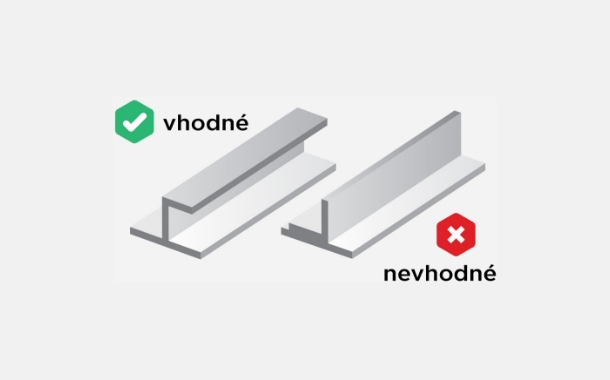
Nesvařujte profily naplocho
Doporučujeme vyhnout se použití materiálu s rozdílnou tloušťkou stěny.
Umožněte zavěšení
Přítokové a odtokové otvory doporučujeme umístit ve svislé rovině s otvory pro zavěšení.
2. Další technická doporučení před zinkováním
upozornění
U nesprávně konstruovaných dílů se mohou usazovat zbytky tavidla a zinkového popele.
Různorodost konstrukce (plech, profilová ocel o různé tloušťce) způsobují při ochlazování různý vzhled povrchu, eventuálně tepelné deformace. Proto je vhodné zinkovat plechové součásti zvlášť.
Výrobky pálené laserem nebo plazmou musí mít odjehlené, odhraněné hrany a obroušené pálené plochy. Získáte tak lepší přilnavost zinku na hranách výrobků.
U profilů tvarovaných za studena může docházet k zesílení zinkového povlaku v pruzích po směru tažení. Protikorozní vlastnosti povlaku tím nejsou nijak omezeny.
Pozinkování ocelových dílů, které mají velikost blížící se nebo přesahující velikost zinkové vany, konzultujte předem s vedoucím výroby.
Informujte nás také o následné povrchové úpravě materiálu (duplex, - lakování, komaxitování apod.) nebo o nutném zachování funkčních ploch konstrukce.
Nevhodné pro zinkování
Barva na materiálu určeného k zinkování
Extrémně mastný nebo konzervovaný materiál
Hloubková koroze
Struska (elektroda), sklovina (Co2), mezery, póry a zápaly ve svárech
Neadekvátní konstrukční řešení, např. kombinování materiálů s příliš rozdílnou tloušťkou
Při svařování není vhodné používat prostředky obsahující silikon. Doporučujeme separační prostředky na svařovací procesy konzultovat s naší zinkovnou (např. Spectra WT 20, Spectra Weld LP 101).
Lakové popisovače nejsou ideální pro žárové zinkování – doporučujeme popisovače lihové nebo na vodní bázi.
3. Role složení materiálu a obsah křemíku v oceli
Celkový výsledek procesu žárového zinkování výrazně ovlivňuje přesné chemické složení oceli určené k zinkování.
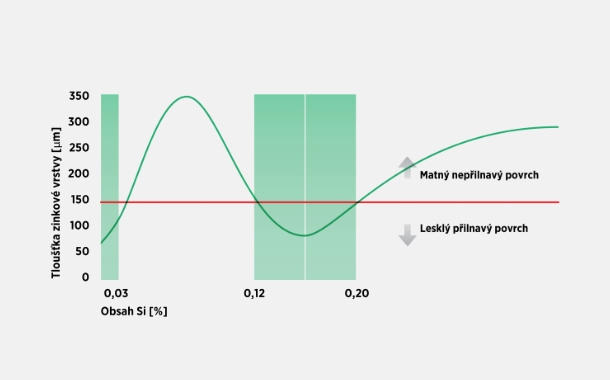
Sandelinův diagram
Povlaky žárového zinku nanesené na málo reaktivní ocele s nízkým obsahem křemíku (do 0,03 %) se vyznačují jemnou strukturou a mají dobrou mechanickou odolnost.
Ze Sandelinova diagramu je zřejmé, že kritické (tedy pro zinkování nevhodné) obsahy křemíku jsou v intervalech 0,03 % až 0,12 % a dále nad 0,25 %. Tyto obsahy křemíku mají za následek zvýšenou reaktivitu železa se zinkem a tloušťky povlaků takových ocelí nabývají extrémních hodnot.
Pro velmi silné povlaky je typická jejich snížená přilnavost k oceli a vysoké riziko delaminace zinkové vrstvy.